
| 产品分类 |
| 联系我们 |
上海总公司
电 话:185 1618 4668
广州分公司
电 话:135 1270 3843
苏州分公司
电 话:189 9447 4467
| 公司快讯 |

| 公司资讯 |
在过去数十年里,热塑性塑料的焊接在工业产品以及工程应用方面和金属焊接同样的重要。以热风预热被焊接母材表面的挤压式焊接是半机械的焊接方法,它用于PE、PP、PVC等塑料板材、管道及土工膜等的焊接。 焊接的质量取决于所采用的塑料手工焊接挤压机的情况及焊工的专业能力和操作技巧。按照焊缝厚度和所用焊接材料的不同,操作手持式挤压焊机的焊工可以调节出料量、预热热风温度和焊接材料的温度。焊工自己控制焊接的速度和焊接头(PTFE抗粘模具头)在接合部的挤出压力来保证焊缝的质量。
随着科技进步和新材料的广泛应用,工程塑料在各个领域代替传统材料,对焊接的要求显得日益突出,瑞士BAK旗下DOHLE系列手持挤出式焊接机发明近20多年来,不断改进和创新,满足各专业领域的生产需求。在塑料容器制造、结构件焊接制作、大口径塑料排水管道/管件焊接施工和防渗土工膜施工及直埋式HDPE保温管焊接等方面得到应用,使用方便快捷,效果显著。 自带风源的挤压式焊机适用于车间和建筑工地使用,由于其自带整体的热风器,所以不受外部场地和外界条件的限制。 电机启动保护装置有效防止了挤压式焊机的低温启动,避免因误操作启动过载对焊机造成的损坏。通过预热热风和焊管的温度传感器电子温控器精确控制预热热风温度和焊接温度,温度和出料量实现连续可调,从而保证焊接质量和焊机的安全可靠运行。
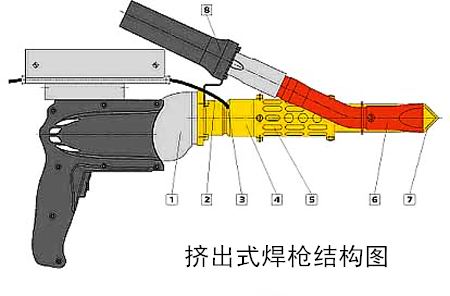
(1) 驱动电机
(2) 焊条
(3) 喂料器
(4) 内部送料器喂入螺杆内部
(5) 在熔化室内,焊料被均匀熔化及搅拌,重新塑化合成一体,然后从挤压机出口(焊靴)挤压出来
(6) 预热喷嘴与焊靴平行,喷出热空气,将被焊接件的表面温度提高到焊接温度,将螺杆内部重新塑化(合)的
焊接料强迫压送到已经加热的被焊接材料表面
(7) 挤压机出口的焊鞋将重新塑化的熔状焊接料依焊靴形状压成焊缝。
(8) 热风机
手持式塑料挤出焊接枪工作原理
根据温度选择表,将热风器天关设置到预定的温度,打开热风器,预热10分钟以后,焊枪就达到了设定温度,这里打开传动马达开关,就可以施焊了。焊条进入喂料器,由内部送料器喂入内部,在熔化室内,焊料被均匀熔化及搅拌,重新塑化合成一体,然后从挤压机出口(焊靴)挤压出来 预热喷嘴与焊鞋平行,喷出热空气,将被焊接件的表面温度提高到焊接温度,将螺杆内部重新塑化(合)的焊接料强迫压送到已经加热的被焊接材料表面,挤压机出口的焊鞋将重新塑化的熔状焊接料依焊鞋形状压成焊缝,焊缝一切成形。
日常维护与保养
临时间歇时,一定要关闭传动马达的开关,并派专人看护。此时不要关闭热风器,可将温度旋钮调节到 最低。把焊枪支架打开,牢靠的放好,插好防护罩,防止伤害他人。
关机时,先将传动马达关闭,把焊枪牢靠地打开支架放好,插好防护罩,并派专人看护,将温度旋钮调节 到最低,不要关闭风机,至少15分钟后,让焊枪冷却到室温时再关机。
工作100小时后,检查碳刷,如果磨损严重,必须更换碳刷。
工作200小时后,必须更换传动螺杆上的润滑油。
工作500小时后,必须彻底擦拭机身,并检查传动部分,如果有必要,送至我司专业保养。
本焊枪不能在有爆炸危险或易燃的环境里施工。
焊枪操作特别注意事项
只有当焊枪达到预热10到15分钟后,才能打开传动马达开关进行焊接操作。否则,螺杆物料熔融挤出腔内的焊条的余料没有完全达到熔融状态,这时强行开机会损坏传动部分。工作临时间歇时,一定要剪断送料焊条,开机挤干净剩余焊条,以防止机器因间歇时间太长而升 温引起堵料,而无法进料。